

|
FB SAFE GLB |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
FB42 SEQ1 P02 : Sequencer 1 P02 |
|
|
|
|
|
Network 1: Step Switching Mechanism (SSM) #SSM(STEP_PLS := "HMI KEY".P02.GLB.F17_StepPls, STEP_MNS := "HMI KEY".P02.GLB.F18_StepMns, GOTO_STEP := "HMI KEY".P02.GLB.F19_GoToStep, GOTO_STEP_NO := "HMI KEY".P02.GLB.GoToStep, LAST_STEP := 8); |
|
|
|
|
|
Network 2: Pre-Setting "M02 RdyToStart" := "M02 HomPosIS"; |
|
|
|
|
|
Network 3: Sequencer case of pump box transport CASE #SSM.S.stepact OF 0: // waiting for SEQ to start "M02 SEQ1 Active" := FALSE; IF NOT "M02 RdyToStart" THEN "M00 AutoCmpltMa run" := "M00 InchCmpltMa run" := FALSE; RETURN; ELSE #SSM.S.stepd := #SSM.S.steps; END_IF;
1: // C402 Box fixing unit WP "DI MAIN GLB".P02_P01_Box.Request_ReadyToGo := "DI OUT P02"."32M1_Interface".DRV.RdyToGiveOver AND "DI MAIN P01".Box_Interface.RdyToGiveOver_ToNC AND "DI OUT P02".C402.FB_WP;
"DI OUT P02".C402.VLV_OC.CmdExe_HP := FALSE; "DI OUT P02".C402.VLV_OC.CmdExe_WP := "HMI KEY".P02.C402.F12_Enable_WP AND "DI MAIN GLB".P01_P02_Box.Request AND "DI MAIN P01".Box_Data.Box_Code <> 16#F0000000; #SSM.S.stepd := "DI MAIN GLB".P01_P02_Box.Request_Done;
2: // C402 Box fixing unit HP "DI MAIN GLB".P02_P01_Box.Request_ReadyToGo := FALSE; "M02 SEQ1 Active" := TRUE; "DI OUT P02".C402.VLV_OC.CmdExe_WP := FALSE; "DI OUT P02".C402.VLV_OC.CmdExe_HP := "HMI KEY".P02.C402.F11_Enable_HP; #SSM.S.stepd := "DI OUT P02".C402.FB_HP;
3: // C400 Cylinder pick-up conveyor HP "DI OUT P02".C400.VLV_OC.CmdExe_WP := FALSE; "DI OUT P02".C400.VLV_OC.CmdExe_HP := "HMI KEY".P02.C400.F11_Enable_HP; #SSM.S.stepd := "DI OUT P02".C400.FB_HP;
4: // M10 Lift motor pick-up conveyor HP "DI OUT P02".M10.DRV.CmdExe_WP := FALSE; "DI OUT P02".M10.DRV.CmdExe_HP := "HMI KEY".P02.M10.F11_Enable_HP; #SSM.S.stepd := "E02 M10 HP";
5: // 32M1 Box pump Case Pick-up conveyor HP, 31M2 outlet conveyor WP "DI OUT P02"."32M1".DRV.CmdExe_WP := FALSE; "DI OUT P02"."32M1".DRV.CmdExe_HP := "HMI KEY".P02."32M1".F11_Enable_HP AND NOT "E02 31M2 SnsrCW";
"DI OUT P02"."31M2".DRV.CmdExe_WP := "HMI KEY".P02."31M2".F12_Enable_WP AND NOT "E02 31M2 SnsrCW"; #SSM.S.stepd := "E02 31M2 SnsrCW";
6: // C400 Cylinder pick-up conveyor WP "DI OUT P02".C400.VLV_OC.CmdExe_HP := FALSE; "DI OUT P02".C400.VLV_OC.CmdExe_WP := "HMI KEY".P02.C400.F12_Enable_WP; #SSM.S.stepd := "DI OUT P02".C400.FB_WP;
7: // M10 Lift motor pick-up conveyor WP "DI OUT P02".M10.DRV.CmdExe_HP := FALSE; "DI OUT P02".M10.DRV.CmdExe_WP := "HMI KEY".P02.M10.F12_Enable_WP; #SSM.S.stepd := "DI MAIN GLB".P02_P01_Box.Request_Done := "M02 HomPosIS";
8: // Waiting for P01_P02_Box.Request_DoneACK "M02 SEQ1 Done" := "DI MAIN GLB".P01_P02_Box.Request_DoneACK AND NOT #SSM.S.steplo; IF "M02 SEQ1 Done" THEN "DI MAIN GLB".P01_P02_Box.Request_DoneACK := "DI MAIN GLB".P02_P01_Box.Request_Done := FALSE; END_IF; END_CASE; |
|
|
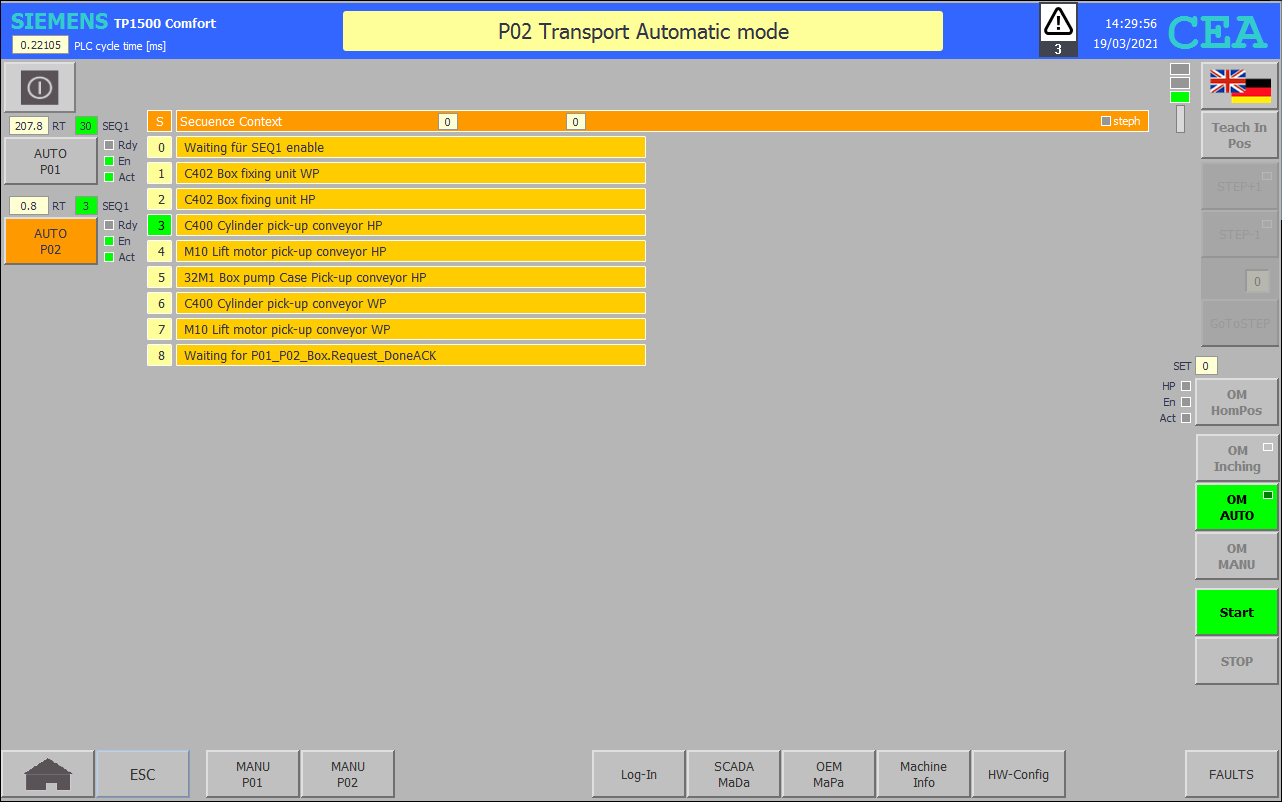
P02 SEQ1 automatic mode |
|
P02 Box Transport P02 takes care of the box transport. The box contains a certain number pump cases. When the box is done, P01 gives P02 enable signal which allow the lift to go down to position where the box is then transferred out. During the pick & place operation the box lift is up at work position. |